Six-sigma application in tire-manufacturing company: a case study
- September 2018
- Journal of Industrial Engineering International 14(3):511-520
- 14(3):511-520
- This person is not on ResearchGate, or hasn't claimed this research yet.

- Bennett University

- Malaviya National Institute of Technology Jaipur

Discover the world's research
- 25+ million members
- 160+ million publication pages
- 2.3+ billion citations
- Denisa-Roxana Sima

- Rebecca Chincea

- Pedro Eduardo Cassanti de Carvalho
- Douglas Miranda
- Chelvy Pricilia

- Ch. Raja Kamal

- Halak Iryna
- P. Reznik Nadiia
- Hyo Eun Lee
- Jeong Hun Kim
- Seok Joon Yoon
- Jorge Sebastian Abad-Mendoza
- Miguel Angel Palga-Condori

- Kaushik M. Patel
- Devita Mutiara Putri
- Praveen Saraswat

- Dheeraj Joshi
- Prashanth P Kamath
- Rajat R Nayak
- Nithin M D'souza
- VISAKH M. J.
- Bhagwan D. Gidwani
- G.S. Dangayach
- Int J Prod Qual Manag
- Pradeep Kumar

- Govind Sharan Dangayach
- Kuen-Suan Chen

- Recruit researchers
- Join for free
- Login Email Tip: Most researchers use their institutional email address as their ResearchGate login Password Forgot password? Keep me logged in Log in or Continue with Google Welcome back! Please log in. Email · Hint Tip: Most researchers use their institutional email address as their ResearchGate login Password Forgot password? Keep me logged in Log in or Continue with Google No account? Sign up
- DOI: 10.1007/S40092-017-0234-6
- Corpus ID: 52263903

Six-sigma application in tire-manufacturing company: a case study
- V. Gupta , Rahul Jain , +1 author G. S. Dangayach
- Published 1 September 2018
- Engineering, Business
- Journal of Industrial Engineering International
62 Citations
Process improvement using six-sigma (dmaic process) in bearing manufacturing industry: a case study, application of six sigma methodology in an automotive manufacturing company: a case study, “a review on implementation of six sigma methodology in transformer manufacturing industry”, applying lean six sigma for waste reduction in a bias tyre manufacturing environment, application of six sigma methodology in an indian chemical company, six sigma implementation in connector and terminals manufacturing company : a case study, the performance improvement analysis using six sigma dmaic methodology: a case study on indian manufacturing company., improvement model based on four lean manufacturing techniques to increase productivity in a metalworking company, combined model of lean six sigma and work method for a peruvian ammunition manufacturing, analysis and defect improvement using fta, fmea, and mlr through dmaic phase: case study in mixing process tire manufacturing industry, 55 references, process improvement in an indian automotive part manufacturing company: a case study, process improvement: performance analysis of the setup time reduction-smed in the automobile industry, productivity improvement by using six-sigma, implementation of six sigma to reduce cost of quality: a case study of automobile sector, six sigma implementation at an auto component manufacturing plant: a case study, six sigma implementations in supply chain: an application for an automotive subsidiary industry in bursa in turkey., enhancing the performace of an automobile service industry: lean thinking approach, enhancing the performance of an automobile service industry: lean thinking approach, monitoring quality goals through lean six‐sigma insures competitiveness, study and analysis of implementation of six-sigma: a case study of an automobile industry, related papers.
Showing 1 through 3 of 0 Related Papers
Academia.edu no longer supports Internet Explorer.
To browse Academia.edu and the wider internet faster and more securely, please take a few seconds to upgrade your browser .
Enter the email address you signed up with and we'll email you a reset link.
- We're Hiring!
- Help Center

Six-sigma application in tire-manufacturing company: a case study

2017, Journal of Industrial Engineering International
Related Papers
Mirko Soković
IRJET Journal
The fast changing economic conditions such as global competition, customer demand for high quality product, product variety and reduced lead– time, declining profit margin etc. had a major impact on manufacturing industries. To respond to these needs various industrial engineering and quality management strategies such as ISO 9000, TQM, Kaizen, JIT manufacturing, Enterprise Resource Planning, Business Process Reengineering, Lean management etc. have been developed. A new paradigm in this area of manufacturing strategies is Six sigma. The Six Sigma approach has been increasingly adopted worldwide in the manufacturing sector in order to enhance productivity and quality performance and to make the process robust to quality variations. This project work discusses the quality and productivity improvement in a manufacturing enterprise through Defect Analysis and deals with an application of Six Sigma DMAIC (Define–Measure-Analyze-Improve-Control) methodology in wheel production plant which provides a framework to identify, quantify and eliminate sources of variation in an operational process in question, to optimize the operation variables, improve and sustain performance viz. process yield with well executed control plans to reduce defects happening in Cast wheel production.
IJAERS Journal
— Six sigma is a project-driven management approach that is relevant to all the fields starting from manufacturing to service industries. The main goals of six sigma are improving efficiency, profitability, and process capability. In this paper, six sigma methodology based on DMAIC approach is applied to a foundry industry. The scope of the study is limited to automated high-pressure green sand moulding line. The root causes of different casting defects are identified and various actions are recommended to improve the production process. As a result, the overall sigma level of the industry is improved at an acceptable level.
jiju1968 antony
This article discusses the successful implementation of Six Sigma methodology in a high precision and critical process in the manufacture of automotive products. The Six Sigma define–measure–analyse–improve–control approach resulted in a reduction of tolerance-related problems and improved the first pass yield from 85% to 99.4%. Data were collected on all possible causes and regression analysis, hypothesis testing, Taguchi methods, classification and regression tree, etc. were used to analyse the data and draw conclusions. Implementation of Six Sigma methodology had a significant financial impact on the profitability of the company. An approximate saving of US$70,000 per annum was reported, which is in addition to the customer-facing benefits of improved quality on returns and sales. The project also had the benefit of allowing the company to learn useful messages that will guide future Six Sigma activities.
International Business Management
Rohail Hassan
This is an era of quality management and quality is a parameter for the selection of a product or service because the customer wants a defects free product or service. Six Sigma is a quality improvement approach that aims to reduce the number of defects up to 3.4 parts per million. In the last three decades, it helped several companies to enhance the capability of their processes and to increase the level of quality of their product or service. This case-study based research deals with application of DMAIC (Define, Measure, Analyze, Improve and Control) methodology of Six Sigma to reduce the machine downtime for process improvement. The tools and techniques used during the analysis are Process Mapping (SIPOC Diagram), Process Flow Chart, Process Capability Analysis, Histogram, Pareto Chart, Pie Chart, Cause and Effect Diagram, Brainstorming, Affinity Diagram and ANOVA. The results of this study show that sigma value has improved from 2.79 Sigma to 2.85 Sigma. This study also highlit...
International Journal of Lean Six Sigma
Prof. Vikas Kumar
Islam Sharaf
This is an era of quality management and quality is a parameter for the selection of a product or service because the customer wants a defects free product or service. Six Sigma is a quality improvement approach that aims to reduce the number of defects up to 3.4 parts per million. In the last three decades, it helped several companies to enhance the capability of their processes and to increase the level of quality of their product or service. This case study based research deals with application of DMAIC (Define, Measure, Analyze, Improve and Control) methodology of Six Sigma to reduce the machine downtime for process improvement. The tools and techniques used during the analysis are Process Mapping (SIPOC Diagram), Process Flow Chart, Process Capability Analysis, Histogram, Pareto Chart, Pie Chart, Cause and Effect Diagram, Brainstorming, Affinity Diagram and ANOVA. The results of this study show that sigma value has improved from 2.79 Sigma to 2.85 Sigma. This study also highlighted the five critical problems (reasons) of Downtime, which are i.e. Electricity Problem, Shortage of Material, Quality Issues, Machine Fault and Reactive Maintenance. The valuable principles and practices of Six Sigma will do well by continuously refining the organizational culture. Time and commitment both are required and compulsory to bring change in cultural before they are strongly implanted into the organization. I do assure that this research study will provide opportunities to the organizations for the better implementation of six sigma projects.
Six Sigma is a data-driven leadership approach using specific tools and methodologies that lead to fact-based decision making. This paper deals with the application of the Six Sigma methodology in reducing defects in a fine grinding process of an automotive company in India. The DMAIC (Define–Measure–Analyse–Improve–Control) approach has been followed here to solve the underlying problem of reducing process variation and improving the process yield. This paper explores how a manufacturing process can use a systematic methodology to move towards world-class quality level. The application of the Six Sigma methodology resulted in reduction of defects in the fine grinding process from 16.6 to 1.19%. The DMAIC methodology has had a significant financial impact on the profitability of the company in terms of reduction in scrap cost, man-hour saving on rework and increased output. A saving of approximately US$2.4 million per annum was reported from this project.
Procedia Manufacturing
Maria Teresa Pereira
Loading Preview
Sorry, preview is currently unavailable. You can download the paper by clicking the button above.
RELATED PAPERS
Proceedings of the 2019 1st International Conference on Engineering and Management in Industrial System (ICOEMIS 2019)
Tania Silvani
sibgat sibzz
Mechanical Engieneering-Scientific Journal
Gligorche Vrtanoski
Sustainability
Jovian Rivaldo
International Journal of Productivity and Quality Management
Darshak Desai
Richard Leramo
IJESRT Journal
Behrooz Noori
International Humanities and Applied Science Journal
Dewi Nusraningrum
Journal of Applied Engineering Science
Umair Sarwar
Mnj Nataraj
Dhiraj Kumar
Annals - Economy Series
Kosta Sotiroski
balasubramaniam manikandan
hairul nurdin
Procedia - Social and Behavioral Sciences
Romeo Negrea
E3S Web of Conferences
Fatima ACHIBAT
Independent Journal of Management & Production
KAMRUL HASAN
Tushar Shrivastava
Notion Press
Bikram Jit Singh
RELATED TOPICS
- We're Hiring!
- Help Center
- Find new research papers in:
- Health Sciences
- Earth Sciences
- Cognitive Science
- Mathematics
- Computer Science
- Academia ©2024
Six-Sigma Application in Tire-Manufacturing Company: a Case Study

J Ind Eng Int DOI 10.1007/s40092-017-0234-6
ORIGINAL RESEARCH
Six-sigma application in tire-manufacturing company: a case study
1 1 1 1 Vikash Gupta • Rahul Jain • M. L. Meena • G. S. Dangayach
Received: 16 February 2017 / Accepted: 13 September 2017 Ó The Author(s) 2017. This article is an open access publication
Abstract Globalization, advancement of technologies, and Keywords Developing country Á Process capability Á increment in the demand of the customer change the way of Six sigma Á Tire bead doing business in the companies. To overcome these bar- riers, the six-sigma define–measure–analyze–improve– control (DMAIC) method is most popular and useful. This Introduction method helps to trim down the wastes and generating the potential ways of improvement in the process as well as Tire has gone through many stages of evolution, since it service industries. In the current research, the DMAIC was developed first time about 100 years ago. In the method was used for decreasing the process variations of beginning, solid rubber tires were used mostly for bicycles bead splice causing wastage of material. This six-sigma and horse-driven carts. First, John Dunlop made a tire DMAIC research was initiated by problem identification which consist a tube mounted on a spoked rim. Then, in through voice of customer in the define step. The subse- 20th century with the arrival of motor vehicles, the use of quent step constitutes of gathering the specification data of pneumatic tires was started. The manufacturing process of existing tire bead. This step was followed by the analysis tires begins with selection of rubber as well as other raw and improvement steps, where the six-sigma quality tools materials including special oils, carbon black, etc. These such as cause–effect diagram, statistical process control, various raw materials are shaped with a homogenized and substantial analysis of existing system were imple- unique mixture of black color with the help of gum. The mented for root cause identification and reduction in pro- mixing process is controlled by the computerized systems cess variation. The process control charts were used for to insure uniformity of the raw materials. Furthermore, this systematic observation and control the process. Utilizing mixture is processed into the sidewall, treads, or other parts DMAIC methodology, the standard deviation was of the tire. The tire bead wire is used as a reinforcement decreased from 2.17 to 1.69. The process capability index inside the polymer material of the tire. Bead wire is made
(Cp) value was enhanced from 1.65 to 2.95 and the process up of high carbon steel and the main function of bead is to performance capability index (Cpk) value was enhanced grasp the tire on the rim. The bead wire of functional tire from 0.94 to 2.66. A DMAIC methodology was established can work at pressures of 30–35 psi (Palit et al. 2015). Bead that can play a key role for reducing defects in the tire- wires help to transfer the load of vehicle to the tire through manufacturing process in India. the rim. Due to the increase demand of tires, maintaining the quality and reliable performance becomes priority. In addition, there is need for maintaining the quality in the era of technological advancements in design of pneumatic & Rahul Jain tires. [email protected] The companies have to analyze, monitor, and make improvements of their existing manufacturing systems to 1 Department of Mechanical Engineering, Malaviya National Institute of Technology, JLN Marg, Malaviya Nagar, Jaipur, comply with the market competition. Different companies Rajasthan 302017, India use different methodologies, approaches, and tools for 123 J Ind Eng Int implementing programs for continuous quality improve- Electric and Motorola are two well-known companies who ment. Besides these, each company certainly required to implemented six sigma successfully. For successful use a proper selection and combination of different implementation of six sigma in organization, one must approaches, tools, and techniques in its implementation have to understand the barriers and motivating factors of process (Sokovic et al. 2010). Variations are generally the six sigma (Hekmatpanah et al. 2008). Six sigma aimed observed during the manufacturing process of any product. to achieve perfection in every single process of a company The prime objective of process management or process (Narula and Grover 2015). The term six sigma means capability analysis in any organization is to investigate the having less than 3.4 defects per million opportunities variability during the manufacturing process of product (DPMO) or a success rate of 99.9997%. In six sigma, the (Pearn and Chen 1999) which helps organization to mon- term sigma used to represent the variation of the process itor and measure the potential of process (Wu et al. 2004). (Antony and Banuelas 2002). If an industry works as per The process capability is determined when the process is the concept of three-sigma levels for quality control, this under statistics control (i.e., the sample mean on X-bar and means a success rate of 93% or 66,800 DPMO. Due to less R-chart lies within three-sigma limits and varies in random rejections, the six-sigma method was a very demanding manner). Sometimes, a process which is under statistical concept for quality control, where many organizations still control may not produce the products within the specifi- working on three-sigma concept. In this regard, the six cations limits. The reason for this problem is the presence sigma is a methodology that enables the companies to of common cause or this can be happened due to lack of review their existing status and guide them in making centering of process mean (i.e., there is a significant dif- improvements by analyzing their status via statistical ferent between mean value and specified nominal value). methods (Erbiyik and Saru 2015). For most of the indus- Process capability procedure uses control charts to detect tries, sigma is a level that measures the process improve- the common causes of variation until the process not comes ment and thus can be used to measure the defect rate. Six- under statistical control (Boyles 1994; Chen et al. 2009). sigma define–measure–analysis–improve–control Process capability indices are used in many areas, i.e., (DMAIC) methodology is a highly disciplined approach continues measure of improvement, prevention of defects that helps industrial world to focus on developing perfect in process or products, to determine directions for products, process, and services. Six sigma identifies and improvement, etc. (Kane 1986). Process capability indices eliminates defects or failures in product features concerned are measures of the process ability for manufacturing a to the customers that affect processes or performance of product that meets specifications. Three basic characteris- system. tics (i.e., process yield, process expected loss, and process The literature reveals that most of the waste in devel- capability indices) had been widely used in measuring oping countries comes from the automobiles (Rathore et al. process potential and performance. Among various pro- 2011; Govindan et al. 2016), and out of the total automo- cess, capability indices Cp and Cpk are easily understood bile waste, most of the waste comes in the form of tires. and could be straightforwardly applied to the manufactur- There are several barriers faced during the remanufacturing ing industry (Chen et al. 2001, 2002). these wastes (Govindan et al. 2016). Around the world, only few studies have been carried out for the tire indus- tries and these studies are focused on analyzing the prof- Literature review itability of car and truck tire remanufacturing (Lebreton and Tuma 2006), system design for tire reworking The quality improvement tools and total quality manage- (Sasikumar et al. 2010), value analysis for scrap tires in ment (TQM) are still used in modern industry. However, cement industries (de Souza and Ma´rcio de Almeida 2013), industries tried to incorporate strategic and financial issues and analyzing the factors for end-of-life management with this kind of initiatives (Cagnazzo and Taticchi 2009). (Kannan et al. 2014). In addition, some researchers pro- After inception of TQM in the early 1980s, six sigma came posed methodologies for improving the process in tire- in picture as an element of TQM that could be seen as manufacturing companies out of which few industries current state of evolution in quality management. Six implemented lean and six-sigma methodologies (Gupta sigma is a strategy that helps to identify and eliminate the et al. 2012, 2013; Visakh and Aravind 2014; Wojtaszak defects which leads to customer dissatisfaction in tire and Biały 2015). Other studies also found implementing industries (Gupta et al. 2012). An organization working on just in time (Beard and Butler 2000) and Kanban direction of implementing six sigma into practice or (Mukhopadhyay and Shanker 2005). working to build six-sigma concepts with improvement in However, numerous studies are available for process process performance and customer satisfaction is consid- improvement in the automobile industries using various ered as six-sigma company (Kabir et al. 2013). General methods (Dangayach and Deshmukh 2001a, b; Chen et al. 123 J Ind Eng Int
2005; Dangayach and Deshmukh 2004a, b, 2005; Laosiri- Define hongthong and Dangayach 2005a, b; Sharma et al. 2005; Radha Krishna and Dangayach 2007; Krishna et al. 2008; In the first phase, the goals were defined to improve the Cakmakci 2009; Prabhushankar et al. 2009; Mathur et al. current process. The most critical goals were acquired 2011; Dhinakaran et al. 2012; Dangayach and Bhatt 2013; using the voice of customer (VOC) method. These goals Muruganantham et al. 2013; Sharma and Rao 2013; Kumar would be helpful for the betterment of the company. In and Kumar 2014; Venkatesh et al. 2014; Surange 2015; addition, the goals will direct to bring down the defect level Bhat et al. 2016; Dangayach et al. 2016; Jain et al. 2016; and increase output for a specific process. Gidwani and Dangayach 2017; Meena et al. 2017). A review of the literature shows that the DMAIC Measure method is the superb practice for improving the process capability in automobile industries. Hence, the current Without measuring the performance attributes, the process research concentrates on the use of DMAIC method aimed cannot be improved. Therefore, the ultimate target of for process capability enhancement of the bead splice measure phase was to establish a good measurement sys- appearing in a tire-manufacturing industry. tem to measure the process performance. Process capability index Cpk was selected to measure the process perfor- mance. To compute the process capability index, obser- Methodology vations of bead splice variation were taken and MINITAB (version 16.0) was used for analysis. In this study, the six-sigma DMAIC phases were applied to enhance the process capability (long term) for bead splice. Analyze In every phase of DMAIC method, a compound of both techniques qualitative as well as quantitative was utilized. In the analyze phase, the process was analyzed to identify The DMAIC steps followed in the current research are as possible ways of bridging the gaps between the present follows: quality performance of the process and the goal defined.
Table 1 Bead splice Main specification range of bead splice to be produce 90 ± 15 mm specification Average bead splice of tire 97 mm Material loss due to Shifting of Splice from Target Specification 93–100 kg/month
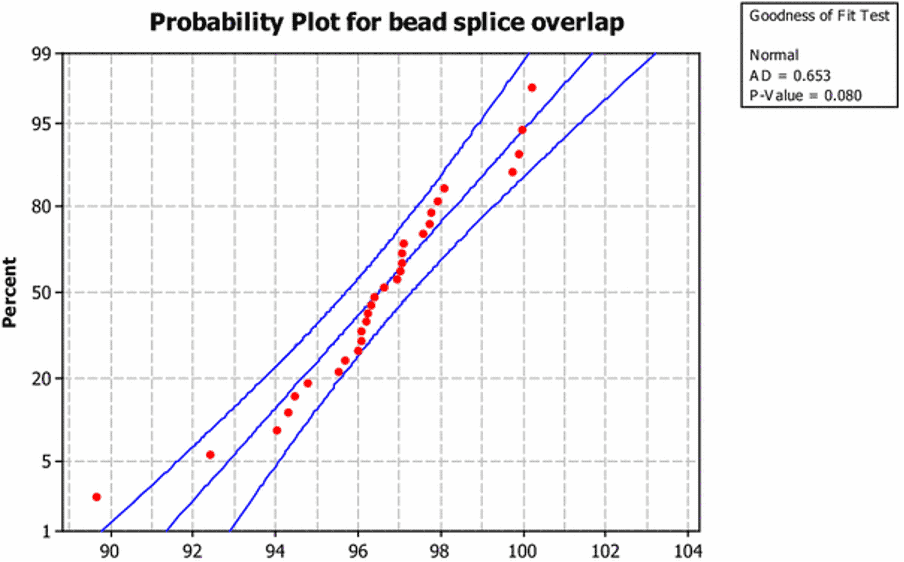
Fig. 1 Normality test of bead Probability Plot for bead splice overlap Goodness of Fit Test splice 99 Normal A D = 0.653 P-V alue = 0.080 95
1 90 92 94 96 98 100 102 104
123 J Ind Eng Int
In addition, it was started by determining the existing This wastage increases financial loss to the organization. performance statistics obtained with the help of six-sigma Therefore, the problem is variations in the bead splice quality tools (process capability index). The further anal- which has to be reduced to minimize the wastages. ysis of these data was done for finding root cause of the problem using Ishikawa diagram. Establishment of measures
Improve Initially, the normality test for the collected data was per- formed and Fig. 1 shows the normal distribution curve for In improvement phase, the alternative ways were searched the bead splice data. After passing the normality test, creatively to do things better and faster at low cost. Dif- process capability index Cpk was calculated to measure the ferent approaches (i.e., project management, other planning present process performance using the observations of bead and management tools, etc.) were used to establish the new splice variation, which is presented in Table 2. approach and statistical methods were proposed for con- These data were used to create an overall baseline for tinuous improvement. the system to assess its performance based on the necessary improvement areas established in the define phase. Control Figure 2 shows that the value of process capability index
Cpk is 0.94 which is less than 1; hence, the process is not The improvement gained through the previous steps needs capable. to be maintained for continuous success of the organiza- Table 2 Initial observations tion. Control phase was used to maintain these improve- S. no. Observations ments in process. The new process/improved process was 1 97.04 proposed for sustaining the quality control in the 2 100.22 organization. 3 97.07 4 96.32 Case study 5 89.63 6 94.29 Company profile 7 96.01 8 99.88 Company A was the leading Indian tire manufacturing who 9 96.08 started exclusive branded outlets of truck tires. Company 10 92.40 started its first manufacturing plant at Perambra, Kerala 11 94.76 state of India in the year 1977. Furthermore, the company 12 97.02 started its second manufacturing plant in Limda, Gujarat. 13 95.51 Company expanded its business and established third plant 14 96.63 at Kalamassery, Kerala in year 1995, where premier-type 15 95.69 tires are produced. Then, company established a special 16 94.01 tubes plant in the year 1996 at Ranjangoan, Maharashtra. 17 99.75 Company increased its capacity to produce exclusive radial 18 96.07 tires at Limda, Gujarat plant in the year 2000. In year 2004, 19 97.11 company initiated production of high-speed rated tubeless 20 96.24 radial tires for passenger cars. 21 96.94 22 99.98 Implementation of DMAIC methodology 23 97.94 24 97.75 Problem definition 25 94.44 26 97.72 In the current research, the problem was identified on the 27 96.40 basis of VOC data. The customer complaints on wastage of 28 97.55 material due to variation in the bead splice of a particular 29 96.17 product were recorded. Table 1 shows the specification of 30 98.09 the product (tire).
Fig. 2 Process capability diagram of bead splice: before improvement
Xbar-R Chart of Data
UCL=100.54 100.0
97.5 _ X=96.48 95.0
92.5 LCL=92.42 Sample Mean 1
90.0 1 1 4 7 10 13 16 19 22 25 28 Sample
16 UCL=14.87
4 Sample Range
1 4 7 10 13 16 19 22 25 28 Sample
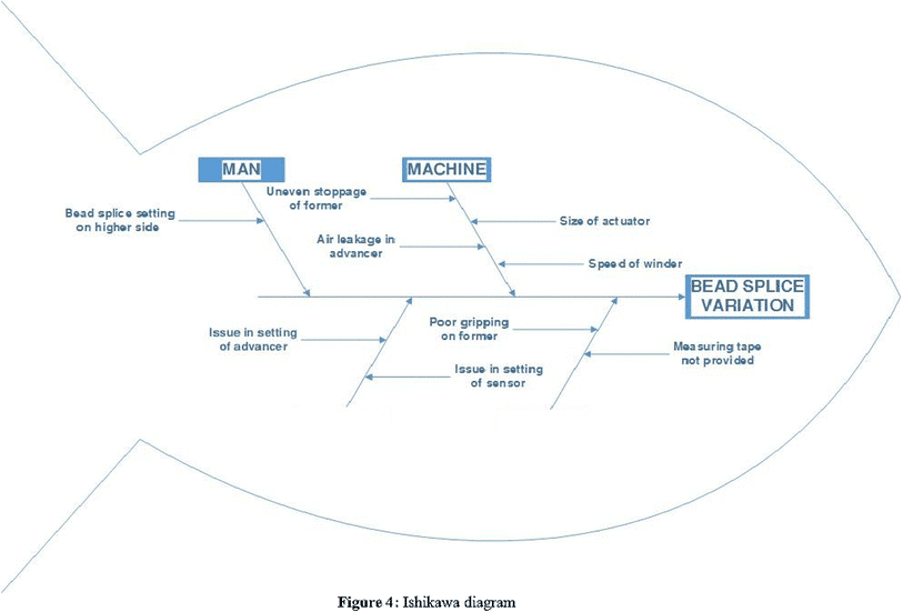
Fig. 3 X- and R-bar chart of present data Data analysis shown in Fig. 4. The identified causes of the problem are as follows: In this phase, the data were analyzed and control charts • First cause of the problem was bead splice setting on were constructed. Figure 3 shows the X-bar and R-chart for higher side caused by slippage of bead tape from the existing data. From the figure, it is clear that the few gripper. The slippage of bead tape from gripper was points are outside the lower control limit; however, the generated due to worn out of the griper key. process is in statistical control. • Second cause was variation in the advancer setting caused due to change in skill of worker. This man-to- Identification of root cause The Ishikawa diagram was man variation was caused due to lack of the standard used for finding the root cause of the problem, which is setup guidelines available.
Fig. 4 Ishikawa diagram
Table 3 Corrective S. no. Facts consider for improve Arrangements arrangements 1 Point on higher side 1. Check bead splice after setup 2. Set advancer as per guideline to get target value 3. Set proximity as per guideline of former diameter 2 Point on lower side 1. Measuring tape for every line 2. Follow-up should be done on time-to-time basis
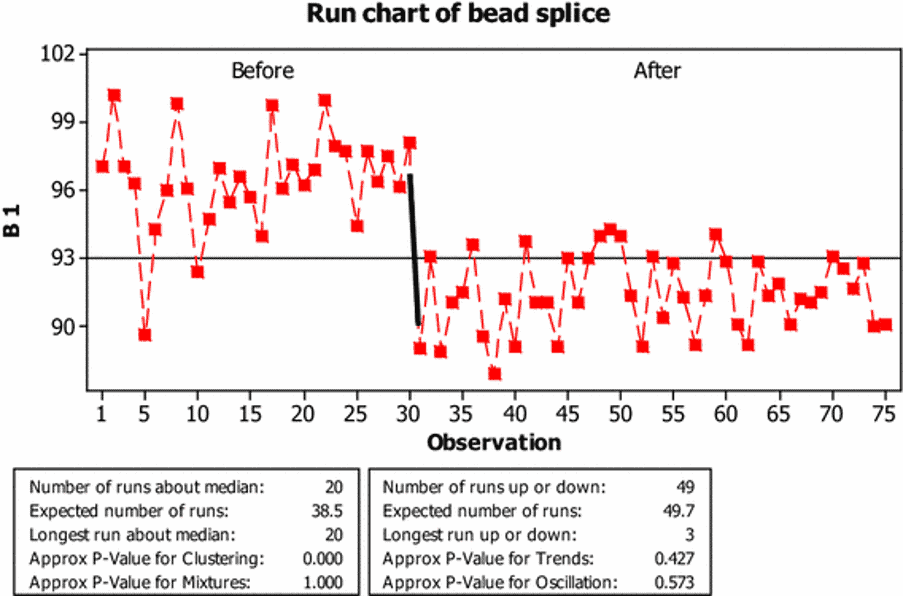
• The third cause was related to the frequency of sensor The collected data are shown in Table 4 and run setting. Setting of sensor is required frequently as the chart for bead splice variation was drawn for the obser- former diameter changes. However, due to non-avail- vations taken before and after corrective actions (Fig. 5). ability of guideline, sensor setting could not change From Fig. 5, it is clear that variability in the process frequently. reduced drastically. • The last cause was identified that the workers were not The process capability index was also computed after using the measuring tape. implementing corrective actions. Figure 6 shows that after
improvement in process, the capability index Cpk value is improved to 2.66 which shows that process is capable. Improve Control After finding the root causes, the corrective actions were taken, which are presented in Table 3. After implementing To maintain the achieved process performance of the six- these corrective actions, again observations were taken to sigma quality level, the above four steps of DMAIC measure the process performance. methodology must be applied periodically.
Table 4 Final observations S. no. Observations Conclusion and Discussion
1 89.0 In this research, DMAIC approach was implemented for 2 93.1 process improvement in tire industry. First, process capa- 3 88.9 bility index Cpk of the current process was computed which 4 91.1 was found less than 1. Therefore, to improve the value of 5 91.5 process performance, the root causes of problem were 6 93.6 determined with the help of cause and effect diagram. In 7 89.6 addition, substantial analysis of existing system was done 8 87.9 for finding the solution of root cause identified. Finally, in 9 91.2 the improve phase, statistical analysis was done for iden- 10 89.1 tifying the process capability index value which was 11 93.8 improved after taking corrective actions. From outcomes of 12 91.1 the study, it can be concluded that process performance of 13 91.1 a tire-manufacturing plant can be improved significantly by 14 89.1 implementing six-sigma DMAIC methodology. 15 93.0 Cause and effect diagram was also used in an Indian 16 91.1 study by Gupta et al. (2012), although no manufacturing 17 93.0 aspects were discussed. One more exploratory research was 18 94.0 implemented for finding the enablers for successful 19 94.3 implementation of lean tools in radial tire-manufacturing 20 94.0 company in India (Gupta et al. 2013); however, no man- 21 91.4 ufacturing aspects were discussed in this study also. In the 22 89.1 current study, six-sigma DMAIC method is used for 23 93.1 improving the process performance. 24 90.4 The main aim of this study was to improve the process 25 92.8 capability index of the bead splice, which is achieved by 26 91.3 increasing the value of process capability index up to 2.66. 27 89.2 This study is based on six-sigma DMAIC quality methodology which provides information about the deci- 28 91.4 sion-making power for particular type of problem and the 29 94.1 most significant tool for improvement of that type of 30 92.9 problem in which data used must come from a stable pro- 31 90.1 cess (under statistical control: Chen et al. 2017). 32 89.2 Six sigma is a standard of measurement of the product or 33 92.9 process quality, also having a caliber for improvement in 34 91.4 efficiency and excellence of process. The main aim of 35 91.9 implementing six-sigma approach is delivering world-class 36 90.1 quality standards of product and service while removing all 37 91.2 internal as well as external defects at the lowest possible 38 91.1 cost. For proper and successful implementation of a six- 39 91.5 sigma project, organization must have the required 40 93.1 resources, the guidance to the employees by top manage- 41 92.6 ment, and leadership of top management. The case com- 42 91.7 pany follows several quality standards, which have 43 92.8 research and development cell, and good coordination 44 90.0 system for managing the issue faced on shop floor. Hence, 45 90.1 the corrective actions were implemented successfully.
Fig. 5 Run chart for bead Run chart of bead splice splice 102 Before After
1 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 Observation
Number of runs about median: 20 Number of runs up or down: 49 Expected number of runs: 38.5 Expected number of runs: 49.7 Longest run about median: 20 Longest run up or down: 3 Approx P-Value for Clustering: 0.000 Approx P-Value for Trends: 0.427 Approx P-Value for Mixtures: 1.000 Approx P-Value for Oscillation: 0.573
Fig. 6 Process capability Process Capability of Bead Splice - After Improvement diagram of bead splice: after improvement LSL USL Process Data Within LS L 75 Overall Target * USL 105 Potential (Within) C apability Sample Mean 91.4422 Cp 2.95 Sample N 45 CPL 3.23 StDev (Within) 1.69761 CPU 2.66 StDev (O v erall) 1.68799 Cpk 2.66 O v erall C apability Pp 2.96 PPL 3.25 PPU 2.68 Ppk 2.68 Cpm *
76 80 84 88 92 96 100 104
O bserv ed P erformance Exp. Within Performance Exp. Overall Performance PPM USL 0.00 PPM > USL 0.00 PPM > USL 0.00 PPM Total 0.00 PPM Total 0.00 PPM Total 0.00
Acknowledgements The corresponding author grateful to the all Open Access This article is distributed under the terms of the authors for their suggestions at every stage of this study. The authors Creative Commons Attribution 4.0 International License (http://crea would like to thank the anonymous referees for their valuable com- tivecommons.org/licenses/by/4.0/), which permits unrestricted use, ments, which has been improved the contents and format of this distribution, and reproduction in any medium, provided you give paper. appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were Compliance with ethical standards made.
Conflict of interest The authors declare that they have no conflict of interest. References Funding There is no specific funding from any provider source for this study. Antony J, Banuelas R (2002) Key ingredients for the effective implementation of Six Sigma program. Meas Bus Excell 6(4):20–27
Beard L, Butler SA (2000) Introducing JIT Manufacturing: it’s easier parts remanufacturing towards cleaner production–a study in an than you think. Bus Horiz 43(5):61–64 Indian scenario. J Clean Product 114:199–213 Bhat S, Jnanesh NA, Kamath PP, Nayak RR, D’souza NM (2016) Gupta V, Acharya P, Patwardhan M (2012) Monitoring quality goals Enhancing the performance of an automobile service industry: through lean Six-Sigma insures competitiveness. Int J Product lean thinking approach. J Mech Eng Autom 6(5A):40–48 Perform Manag 61(2):194–203 Boyles RA (1994) Brocess capability with asymmetric tolerances. Gupta V, Acharya P, Patwardhan M (2013) A strategic and Commun Stat Simul Comput 23(3):615–635 operational approach to assess the lean performance in radial Cagnazzo L, Taticchi P (2009) Six sigma: a literature review analysis. tyre manufacturing in India: a case based study. Int J Product In: Proceedings of the international conference on e-activities Perform Manag 62(6):634–651 and information security and privacy, pp 29–34 Hekmatpanah M, Sadroddin M, Shahbaz S, Mokhtari F, Fadavinia F Cakmakci M (2009) Process improvement: performance analysis of (2008) Six Sigma process and its impact on the organizational the setup time reduction-SMED in the automobile industry. Int J productivity. World Acad Sci Eng Technol 43:2070–3740 Adv Manuf Technol 41(1):168–179 Jain R, Gupta S, Meena ML, Dangayach GS (2016) Optimisation of Chen KS, Huang ML, Li RK (2001) Process capability analysis for an labour productivity using work measurement techniques. Int J entire product. Int J Prod Res 39(17):4077–4087 Product Qual Manag 19(4):485–510 Chen KS, Chen SC, Li RK (2002) Process quality analysis of Kabir ME, Boby SMI, Lutfi M (2013) Productivity improvement by products. Int J Adv Manuf Technol 19(8):623–628 using Six-Sigma. Int J Eng Technol 3(12):1056–1084 Chen SC, Chen KS, Hsia TC (2005) Promoting customer satisfactions Kane VE (1986) Process capability indices. J Qual Technol by applying six sigma: an example from the automobile industry. 18(1):41–52 Qual Manag J 12(4):21 Kannan D, Diabat A, Shankar KM (2014) Analyzing the drivers Chen KS, Ouyang LY, Hsu CH, Wu CC (2009) The communion of end-of-life tire management using interpretive structural bridge to Six Sigma and process capability indices. Qual Quant modeling (ISM). Int J Adv Manuf Technol 72(9–12): 43(3):463–469 1603–1614 Chen KS, Chen HT, Chang TC (2017) The construction and Krishna R, Sharan Dangayach G, Motwani J, Akbulut AY (2008) application of Six Sigma quality indices. Int J Prod Res Implementation of Six Sigma approach to quality improvement 55(8):2365–2384 in a multinational automotive parts manufacturer in India: a case Dangayach GS, Bhatt H (2013) Production scheduling improvements study. Int J Serv Oper Manag 4(2):264–276 in an automotive sector company. World Acad Sci Eng Technol Kumar SS, Kumar MP (2014) Cycle time reduction of a truck body Int J Mech Aerospace Ind Mechatron Manuf Eng assembly in an automobile industry by lean principles. Procedia 7(11):2226–2230 Mater Sci 5:1853–1862 Dangayach GS, Deshmukh SG (2001a) Practice of manufacturing Laosirihongthong T, Dangayach GS (2005a) A comparative study of strategy: evidence from select Indian automobile companies. Int implementation of manufacturing strategies in Thai and Indian J Prod Res 39(11):2353–2393 automotive manufacturing companies. J Manuf Syst Dangayach GS, Deshmukh SG (2001b) Manufacturing strategy: 24(2):131–143 experiences from Indian manufacturing companies. Product Plan Laosirihongthong T, Dangayach GS (2005b) New manufacturing Control 12(8):775–786 technology implementation: a study of the Thai automotive Dangayach GS, Deshmukh SG (2004a) Advanced manufacturing industry. Product Plan Control 16(3):263–272 technologies: evidences from Indian automobile companies. Int J Lebreton B, Tuma A (2006) A quantitative approach to assessing the Manuf Technol Manag 6(5):426–433 profitability of car and truck tire remanufacturing. Int J Prod Dangayach GS, Deshmukh SG (2004b) Linkages between manufac- Econ 104(2):639–652 turing strategy, business strategy and business excellence: a Mathur A, Dangayach GS, Mittal ML, Sharma MK (2011) Perfor- longitudinal study. Int J Ind Eng Theory Appl Pract mance measurement in automated manufacturing. Measur Bus 11(3):297–306 Excell 15(1):77–91 Dangayach GS, Deshmukh SG (2005) Advanced manufacturing Meena ML, Jain R, Kumar P, Gupta S, Dangayach GS (2017) Process technology implementation: evidence from Indian small and improvement in an Indian automotive part manufacturing medium enterprises (SMEs). J Manuf Technol Manag company: a case study. Int J Product Qual Manag 1–28 (in 16(5):483–496 press) Dangayach GS, Bhatt H, Gupta S, Meena ML (2016) Machine layout Mukhopadhyay SK, Shanker S (2005) Kanban implementation at a design through particle swarm optimization in Indian industry. tyre manufacturing plant: a case study. Product Plan Control Productivity 57(1):13–21 16(5):488–499 de Souza CDR, Ma´rcio de Almeida DA (2013) Value chain analysis Muruganantham VR, Navaneetha Krishnan P, Arun KK (2013) applied to the scrap tire reverse logistics chain: an applied study Performance improvement and cost minimisation for manufac- of co-processing in the cement industry. Resour Conserv Recycl turing components in a fabrication plant by the application of 78:15–25 Lean with TRIZ principles. Int J Product Qual Manag Dhinakaran IJ, Ganapathy CM, Kodeswaran T, Murugan K (2012) 12(4):449–465 Quality improvement of lubricating oil pump shaft through Narula V, Grover S (2015) Six Sigma: literature Review and statistical process control used in automobile industry. Procedia Implications for future research. Int J Ind Eng 26(1):13–26 Eng 38:2053–2062 Palit P, Das S, Mathur J (2015) Metallurgical investigation of wire Erbiyik H, Saru M (2015) Six Sigma implementations in supply breakage of tyre bead grade. Case Stud Eng Failure Anal chain: an application for an automotive subsidiary industry in 4:83–87 Bursa in Turkey. Procedia Soc Behav Sci 195:2556–2565 Pearn WL, Chen KS (1999) Making decisions in assessing process Gidwani BD, Dangayach GS (2017) Productivity measurement and capability index C-pk. Qual Reliab Eng Int 15(4):321–326 improvement-an overview. Int J Product Qual Manag Prabhushankar GV, Devadasan SR, Shalij PR (2009) Journey of 20(3):316–343 Indian automobile components sector: from quality management Govindan K, Shankar KM, Kannan D (2016) Application of fuzzy system certification to innovation via Six Sigma. Int J Indian analytic network process for barrier evaluation in automotive Cult Bus Manag 2(2):185–210
Radha Krishna GA, Dangayach GS (2007) Six Sigma implementation Surange VG (2015) Implementation of Six Sigma to reduce cost of at an auto component manufacturing plant: a case study. Int J Six quality: a case study of automobile sector. J Fail Anal Prev Sigma Compet Adv 3(3):282–302 15(2):282–294 Rathore P, Kota S, Chakrabarti A (2011) Sustainability through Venkatesh N, Gowrishankar MC, Sumangala C (2014) Study and remanufacturing in India: a case study on mobile handsets. analysis of implementation of Six-Sigma: a case study of an J Clean Product 19(15):1709–1722 automobile industry. Int J Product Qual Manag 13(1):19–38 Sasikumar P, Kannan G, Haq AN (2010) A multi-echelon reverse Visakh MJ, Aravind S (2014) Optimization using simulation design of logistics network design for product recovery—a case of truck experiments and value stream mapping. Int J Des Manuf Technol tire remanufacturing. Int J Adv Manuf Technol 49(9):1223–1234 5(3):194–203 Sharma GVSS, Rao PS (2013) Process capability improvement of an Wojtaszak M, Biały W (2015) Problem solving techniques as a part of engine connecting rod machining process. J Ind Eng Int 9(1):37 implementation of six sigma methodology in tire production. Sharma MK, Bhagwat R, Dangayach GS (2005) Practice of perfor- Case study. Manag Syst Prod Eng Res Dev 3(19):133–137 mance measurement: experience from Indian SMEs. Int J Glob Wu CC, Kuo HL, Chen KS (2004) Implementing process capability Small Bus 1(2):183–213 indices for a complete product. Int J Adv Manuf Technol Sokovic M, Pavletic D, Pipan KK (2010) Quality improvement 24(11):891–898 methodologies–PDCA cycle, RADAR matrix, DMAIC and DFSS. J Achiev Mater Manuf Eng 43(1):476–483
This website uses cookies to ensure you get the best experience. Learn more about DOAJ’s privacy policy.
Hide this message
You are using an outdated browser. Please upgrade your browser to improve your experience and security.
The Directory of Open Access Journals
Quick search.
Journal of Industrial Engineering International (Sep 2017)
Six-sigma application in tire-manufacturing company: a case study
- Vikash Gupta,
- Rahul Jain,
- M. L. Meena,
- G. S. Dangayach
Affiliations
Read online
Abstract Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause–effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index (C p) value was enhanced from 1.65 to 2.95 and the process performance capability index (C pk) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India.
- Developing country
- Process capability
WeChat QR code

Six-sigma application in tire-manufacturing company: a case study
- et al. See more
This article is free to access.
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause–effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index (Cp) value was enhanced from 1.65 to 2.95 and the process performance capability index (Cpk) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India.
Author supplied keywords
- Developing country
- Process capability
Register to see more suggestions
Mendeley helps you to discover research relevant for your work.
CITATION STYLE
Gupta, V., Jain, R., Meena, M. L., & Dangayach, G. S. (2018). Six-sigma application in tire-manufacturing company: a case study. Journal of Industrial Engineering International , 14 (3), 511–520. https://doi.org/10.1007/s40092-017-0234-6
Readers' Seniority
PhD / Post grad / Masters / Doc 65
Lecturer / Post doc 13
Professor / Associate Prof. 8
Researcher 2
Readers' Discipline
Engineering 109
Business, Management and Accounting 21
Computer Science 4
Chemical Engineering 2
Save time finding and organizing research with Mendeley
- Sign into My Research
- Create My Research Account
- Company Website
- Our Products
- About Dissertations
- Español (España)
- Support Center
Select language
- Bahasa Indonesia
- Português (Brasil)
- Português (Portugal)
Welcome to My Research!
You may have access to the free features available through My Research. You can save searches, save documents, create alerts and more. Please log in through your library or institution to check if you have access.

Translate this article into 20 different languages!
If you log in through your library or institution you might have access to this article in multiple languages.

Get access to 20+ different citations styles
Styles include MLA, APA, Chicago and many more. This feature may be available for free if you log in through your library or institution.

Looking for a PDF of this document?
You may have access to it for free by logging in through your library or institution.

Want to save this document?
You may have access to different export options including Google Drive and Microsoft OneDrive and citation management tools like RefWorks and EasyBib. Try logging in through your library or institution to get access to these tools.

- More like this
- Preview Available
- Scholarly Journal

Six-sigma application in tire-manufacturing company: a case study
No items selected.
Please select one or more items.
Select results items first to use the cite, email, save, and export options
This is a limited preview of the full PDF
Try and log in through your library or institution to see if they have access.
It appears you don't have support to open PDFs in this web browser. To view this file, Open with your PDF reader
Suggested sources
- About ProQuest
- Terms of Use
- Privacy Policy
- Cookie Policy
The Infona portal uses cookies, i.e. strings of text saved by a browser on the user's device. The portal can access those files and use them to remember the user's data, such as their chosen settings (screen view, interface language, etc.), or their login data. By using the Infona portal the user accepts automatic saving and using this information for portal operation purposes. More information on the subject can be found in the Privacy Policy and Terms of Service. By closing this window the user confirms that they have read the information on cookie usage, and they accept the privacy policy and the way cookies are used by the portal. You can change the cookie settings in your browser.
- Login or register account
INFONA - science communication portal
- advanced search
- conferences
- Collections
Six-sigma application in tire-manufacturing company: a case study $("#expandableTitles").expandable();
- Contributors
Fields of science
- Bibliography
Journal of Industrial Engineering International > 2018 > 14 > 3 > 511-520
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause–effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index ( C p ) value was enhanced from 1.65 to 2.95 and the process performance capability index ( C pk ) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India.
Identifiers
| journal ISSN : | 1735-5702 |
| journal e-ISSN : | 2251-712X |
| DOI |
User assignment
| Assign to other user | |
Assignment remove confirmation
You're going to remove this assignment. are you sure.

Vikash Gupta
- Malaviya National Institute of Technology, Department of Mechanical Engineering, Jaipur, India
M. L. Meena
G. s. dangayach.
Developing country Process capability Six sigma Tire bead
Additional information
- Read online
- Add to read later
- Add to collection
- Add to followed
Export to bibliography

- Terms of service
Accessibility options
- Report an error / abuse
Reporting an error / abuse
Sending the report failed.
Submitting the report failed. Please, try again. If the error persists, contact the administrator by writing to [email protected].
You can adjust the font size by pressing a combination of keys:
- CONTROL + + increase font size
- CONTROL + – decrease font
You can change the active elements on the page (buttons and links) by pressing a combination of keys:
- TAB go to the next element
- SHIFT + TAB go to the previous element
- | Accessibility
- Islamic Azad University (IAU), Tehran
- Journal of Industrial Engineering International, SpringerOpen
Six-sigma application in tire-manufacturing company: A case study

Items in EconStor are protected by copyright, with all rights reserved, unless otherwise indicated.

Case Study: Portuguese Tire Manufacturer Saves Thousands Using Six Sigma’s DMAIC Methodology
A tire manufacturing company in Portugal has provided an excellent study in implementing Six Sigma and how it can impact business performance.
Six Sigma already has proven its value in the automobile industry . Companies including Ford and Toyota have made the methodology a key component of their success.
A recent study of implementation of Six Sigma at Continental Mabor, a tire manufacturing company located in Famalicao, Portugal, provides a step-by-step look at putting Six Sigma’s DMAIC methodology into place.
The study, published at the 2017 Manufacturing Engineering Society International Conference, was written by F.J.G. Silva, a professor in the school of engineering at Polytechnic of Porto, Portugal. It reported that the use of Six Sigma focused on improving the rubber extrusion process of two tire products: the tread and the sidewall. The primary goal was reduction of wasted material in the process.
Continental Mabor instituted Six Sigma because tire manufacturing is an intensely competitive business around the globe and “continuous flexibility and adaptation” is necessary, Silva wrote, adding that to achieve success, “it is crucial to seek operational excellence.”
Here is an overview of how Continental Mabor approached implementing the Six Sigma methodology of DMAIC , which stands for define, measure, analyze, improve and control.
Doing The Research
Continental Mabor started its Six Sigma journey by researching books and published scientific articles on Six Sigma methodology,
The company focused on improvements in the rubber extrusion process, particularly the mixing, preparation and construction departments. The mixing department receives raw materials that are transformed into compound sheets that are used in the preparation department on seven extrusion lines which focus on tread and sidewall extrusion. The ultimate “customer” for the extrusion process is the construction department.
The amount of material generated in the process – which is later reused for other purposes – is one of the indicators for the company on how efficient the operation is running. The focus is to limit the amount of extra material generated during the tread and sidewall extrusion process, called “work off.”

To accurately define the problem areas in the process, the company drew up a project charter that identifies problems, establishes objectives and defines the scope of the project (including the employee teams involved). A project charter also:
- Establishes the business case for how the project will impact overall organizational strategy
- Clearly measures the impact on the business of the current problem and measures the gap between where things are and the desired state
- Creates a clear scope for the project with identification of the areas where teams will focus to prevent “scope creep” – moving into areas outside the defined perimeter of the project
To create the charter, the company used a Gantt chart, a horizontal chart that maps out a product schedule. They also used a SIPOC diagram to plot the extrusion process in greater detail. SIPOC stands for supplier, inputs, process, outputs and customer. A SIPOC is a way to see an entire process in one graph and see the relationship between inputs and suppliers and the output for customers.
To get a handle on the current state of the extrusion process, Continental Mabor leaders then created a data collection plan . This included measuring the amount of rejected material during the extrusion process. Data was collected for 30 weeks, with 10 three-hour trials conducted each week. After this period of measurement, the company could determine the percentage of unused work off material generated in the tread and sidewall extrusion processes.
With the amount of data collected, the focus then turned to finding the root causes of the defects in the process that caused variation in the amount of materials wasted. The company used a Ishikawa diagram to find the cause and effect relationship between various activities and inputs into the process and the problem of generating unused material. They then used a Pareto chart to prioritize which potential causes seemed to have the most unfavorable impact.
They discovered that one machine in the sidewall extrusion process was not performing as well as others, leading to a significant increase in extra material. In the tread extrusion process, they discovered that the method for feeding the machines was creating problems with machine stoppage and jamming.
In this phase, a list was made of all the problems and root causes, then the subsequent action taken to improve these issues. These include changes to the machinery itself and changes in the methods used by employees to feed material into the machine.
With the improvements in place, data was then collected on the changes in the process. In this case, they were very significant. The company reduced the amount of work off material by five tons per day. After factoring in the cost of improvements to the machinery, the positive impact to the company’s bottom line was $165,000 euros per year, which translates to a little more than $200,000 U.S. dollars.
In his conclusion on the process improvement at Continental Mabor, Silva wrote that “the use of Six Sigma methodology played a decisive role in the achievement of the proposed goal, ensuring that there was a systematic and disciplined approach to the issues at hand through the DMAIC cycle.”
It also provides an excellent step-by-step education in how to implement Six Sigma successfully.
Six-sigma application in tire-manufacturing company: a case study
Abstract Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim do...
Full description
| Main Authors: | , , , |
|---|---|
| Format: | Article |
| Language: | English |
| Published: | Springer 2017-09-01 |
| Series: | |
| Subjects: | |
| Online Access: | |
- Description
Similar Items
| id | doaj-art-3ab9ba140e0d4c0a8dfd0da0603066af |
|---|---|
| recordtype | oai_dc |
| spelling | doaj-art-3ab9ba140e0d4c0a8dfd0da0603066af2018-08-15T23:10:18ZengSpringerJournal of Industrial Engineering International1735-57022251-712X2017-09-0114351152010.1007/s40092-017-0234-6Six-sigma application in tire-manufacturing company: a case studyVikash Gupta0Rahul Jain1M. L. Meena2G. S. Dangayach3Department of Mechanical Engineering, Malaviya National Institute of TechnologyDepartment of Mechanical Engineering, Malaviya National Institute of TechnologyDepartment of Mechanical Engineering, Malaviya National Institute of TechnologyDepartment of Mechanical Engineering, Malaviya National Institute of TechnologyAbstract Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause–effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index (C p) value was enhanced from 1.65 to 2.95 and the process performance capability index (C pk) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India.http://link.springer.com/article/10.1007/s40092-017-0234-6Developing countryProcess capabilitySix sigmaTire bead |
| institution | Open Data Bank |
| collection | Open Access Journals |
| building | Directory of Open Access Journals |
| language | English |
| format | Article |
| author | Vikash Gupta Rahul Jain M. L. Meena G. S. Dangayach |
| spellingShingle | Vikash Gupta Rahul Jain M. L. Meena G. S. Dangayach Six-sigma application in tire-manufacturing company: a case study Journal of Industrial Engineering International Developing country Process capability Six sigma Tire bead |
| author_facet | Vikash Gupta Rahul Jain M. L. Meena G. S. Dangayach |
| author_sort | Vikash Gupta |
| title | Six-sigma application in tire-manufacturing company: a case study |
| title_short | Six-sigma application in tire-manufacturing company: a case study |
| title_full | Six-sigma application in tire-manufacturing company: a case study |
| title_fullStr | Six-sigma application in tire-manufacturing company: a case study |
| title_full_unstemmed | Six-sigma application in tire-manufacturing company: a case study |
| title_sort | six-sigma application in tire-manufacturing company: a case study |
| publisher | Springer |
| series | Journal of Industrial Engineering International |
| issn | 1735-5702 2251-712X |
| publishDate | 2017-09-01 |
| description | Abstract Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define–measure–analyze–improve–control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause–effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index (C p) value was enhanced from 1.65 to 2.95 and the process performance capability index (C pk) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India. |
| topic | Developing country Process capability Six sigma Tire bead |
| url | http://link.springer.com/article/10.1007/s40092-017-0234-6 |
| _version_ | 1612701621700001792 |
- Six Sigma Quality at Flyrock Tires by: Sunil, Chopra Published: (2017)
- Six Sigma: a literature review by: B., Tjahjono, et al. Published: (2010)
- Six Sigma Quality for Business and Manufacture Published: (2006)
- The Six Sigma program: an empirical study of Brazilian companies by: Marly, Monteiro de Carvalho, et al. Published: (2014)
- Investigating the green impact of Lean, Six Sigma and Lean Six Sigma by: Nashmi, Chugani, et al. Published: (2017)
Six Sigma Study Guide
Study notes and guides for Six Sigma certification tests

This Tire Manufacturer Sigma Six Case Study
Posted by Ted Hessing
Tires have come a long way since they were used 100 years ago. However, there is still a need for continuous improvement in their design to make them more useful and reliable. To achieve this, tire companies use various tools and methods, including the Six Sigma DMAIC methodology. An Indian tire manufacturer, Apollo Tyres Limited, has studied implementing Six Sigma to improve its process quality. A recent Tire Manufacturer Sigma Six Case Study focuses on reducing the process variations of bead splice, which causes wastage of material. The case study shows how to implement the DMAIC methodology to achieve this goal.
In 2017, Vikash Gupta wrote a study as a requirement for his Master of Technology degree in Industrial Engineering at Malaviya National Institute of Technology Jaipur. The researcher collaborated with Islamic Azad University (IAU), Tehran, to publish the study in the Journal of Industrial Engineering International.
The study aimed to analyze and assess a tire manufacturer’s current processes, determine its capabilities, and improve them using the DMAIC methodology.
This tire manufacturer lean sigma six case study explains how Apollo Tyres Limited implemented the Six Sigma DMAIC methodology.
The Application of Lean Six Sigma Methodology for a Tire Manufacturer
Apollo Tyres Limited researched to improve its process efficiency using Six Sigma.
The team uses “Process Capability” to analyze how well a process works by using statistical tools like the normal curve and control charts . This analysis is done by combining data and engineering judgment. The results help them improve their design, planning, and evaluation techniques. By using process capability, they can also improve the design of machines and reduce defects during production.
Once they decided on what to study and how to do it, they began using the DMAIC cycle. This method helps identify and eliminate unnecessary steps and find ways to improve the process in many industries. Specifically, this research aims to reduce process variations and improve decision-making by creating a system where everyone in the company collects and analyzes data organizationally.
Each step of DMAIC used both qualitative and quantitative techniques. First, they tested the data to ensure it was normal and then calculated the process performance capability index (Cpk) to measure the performance of the process. The information helped the team establish a baseline for the system and identify areas to improve.
DMAIC Phases: Tire Manufacturer Lean Sigma Six Case Study
Here is the six-step approach followed in the research:
Define Phase
The team set goals to improve the bead splice process in the define phase . First, they found a problem by looking at what customers said ( VOC data ). Customers reported excessive material waste due to inconsistent product assembly, costing the company money. They discovered that the way the product was assembled was causing a problem. To solve it, they needed to make adjustments to use more material.
Measure Phase
In the measure phase , the researchers wanted to create a system to measure how well a process works. To do this, the team used the process capability index ( Cp & Cpk ). First, they looked at the variation in the bead splice and used a MINITAB program to analyze it.
The research found that the Cpk value was 0.94 and the Ppk value was 0.82, less than 1.33. This means the process could be performing better. They also examined the relationship between the sigma level and the process capability indices.

The team used this information to create a system performance evaluation starting point. Again, this was based on the improvement areas they identified in the planning phase.
Analysis Phase

In this step, they looked at the data and made charts to help them understand it better. Then, they used six-sigma quality tools to determine how well things were going. Then, they dug deeper into the data to find out what was causing any problems. To do this, they used the Ishikawa diagram .
The was discovered that:
- The bead splice setting was too high because the tape slipped from the gripper. This happened because the gripper key was worn out.
- The advancer setting varied because different workers had different skills. There needed to be standard guidelines to follow.
- The sensor setting needed to be adjusted frequently because the diameter of the material changed, but there were no guidelines for how often to do this.
- The last cause was that the workers were not using measuring tape.
Improve Phase
During the improve phase , the team searched for new and creative ways to improve things faster and cheaper. They tried different approaches and suggested statistical methods for continuous improvement.
They calculated the process capability index, which measures how well the process can produce good results. After making improvements, the capability index value improved to 2.66, which means the process can now have good results.
Control Phase
To keep the tire manufacturer’s company successful, it’s important to continue the progress made in earlier steps. The control phase helps maintain these improvements in the screening process, ensuring that the organization maintains its high sigma quality level.
After obtaining the result, the first step is to evaluate whether the root cause has been reduced and if there has been any improvement in the sigma level. Additionally, it is important to identify any further actions that may be required to achieve the ultimate goal. It is crucial to take note of the lessons learned during the process and apply them in future endeavors. Finally, it is essential to determine the next steps and plan the remainder of the process accordingly.
Tire Manufacturer Lean Six Sigma Case Study Conclusion
This study uses the six-sigma DMAIC quality method to help decide how to fix a specific problem. It aimed to improve the way the bead splice process works, and this was achieved. The Cp was raised from 1.65 to 2.95, while the Cpk value was increased from 0.94 to 2.66.
This lean sigma six case study found that using the DMAIC methodology can greatly improve a tire manufacturer company’s work. This thesis’s research is not just about tire manufacturer companies but can also apply to other companies.
I originally created SixSigmaStudyGuide.com to help me prepare for my own Black belt exams. Overtime I've grown the site to help tens of thousands of Six Sigma belt candidates prepare for their Green Belt & Black Belt exams. Go here to learn how to pass your Six Sigma exam the 1st time through!

Leave a Reply Cancel reply
Your email address will not be published. Required fields are marked *
This site uses Akismet to reduce spam. Learn how your comment data is processed .
Insert/edit link
Enter the destination URL
Or link to existing content
Six-sigma application in tire-manufacturing company: a case study
- Gupta, Vikash
- Jain, Rahul
- Meena, M. L.
- Dangayach, G. S.
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service industries. In the current research, the DMAIC method was used for decreasing the process variations of bead splice causing wastage of material. This six-sigma DMAIC research was initiated by problem identification through voice of customer in the define step. The subsequent step constitutes of gathering the specification data of existing tire bead. This step was followed by the analysis and improvement steps, where the six-sigma quality tools such as cause-effect diagram, statistical process control, and substantial analysis of existing system were implemented for root cause identification and reduction in process variation. The process control charts were used for systematic observation and control the process. Utilizing DMAIC methodology, the standard deviation was decreased from 2.17 to 1.69. The process capability index ( C p ) value was enhanced from 1.65 to 2.95 and the process performance capability index ( C pk ) value was enhanced from 0.94 to 2.66. A DMAIC methodology was established that can play a key role for reducing defects in the tire-manufacturing process in India.
- Developing country;
- Process capability;
Lean Six Sigma in the Tire Industry
Tires are made through a production process. Lean and Six Sigma have been used in the tire industry to improve manufacturing processes. We’ll look at four case studies of their use: two from India and one each from Portugal and Spain. Then we’ll finish with two videos of how tires are made: one an animation of the process and another of the actual manufacture.
Six Sigma Applied to Variation Reduction in Bead Splice Process: India
In a paper titled “Six-sigma application in tire-manufacturing company: a case study” Authors Vikash Gupta, Rahul Jain, M. L. Meena and G. S. Dangayach discuss the use of Six Sigma to reduce the variation in the bead splice process that was leading to wastage.
Through the use of the DMAIC phases, the process standard deviation was reduced to 1.69 from 2.17 and the process performance capability index was increased to 2.66 from 0-.94.
You can access the case study here .
Using Lean Six Sigma to Reduce the Number of Defective Tires: India
In a case study titled “Monitoring quality goals through Lean Six-Sigma ensures competitiveness” Vipul Gupta, Padmanav Acharya and Manoj Patwardhan describe the use of Lean and Six Sigma tools to reduce the number of defective tires per month.
Included in the case study:
- Flow Diagram for Radial Tire Manufacturer
- Cause and Effect Diagram for Separation, Blisters, Bubbling, and Air Bridging
You can read the case study here .
Six Sigma Used to Reduce Defects in Bead Production: Portugal
In an article titled “Solving quality problems in tyre production preparation process: a practical approach” authors B. Barbosaa, M. T. Pereiraa,b,, F. J. G. Silvaa, and R. D. S. G. Campilhoa discuss the use of the Six Sigma DMAIC phases to achieve improvements in product quality rate and process control and stabilization.
Access the article at this link .
Six Sigma Applied to Improve the Extrusion Process in Tire Manufacture: Spain
Authors T. Costa, F.J.G.SilvaL and Pinto Ferreira cover the use of Six Sigma to improve the extrusion process in tire manufacture in their article titled, “Improve the extrusion process in tire production using Six Sigma methodology.”
Through the use of the DMAIC phases, the project upon completion generated an annual savings of 165 thousand euros.
You can find the article at this link .
[NOTE: Click on View PDF at top of page.]
Two Videos of How Tires are Made
An Animation from the U.S. Tire Manufacturers Association
Share This!
Related posts.

Leave A Comment Cancel reply
Save my name, email, and website in this browser for the next time I comment.
Whether you need a quick refresher on DFSS or want a little history on Motorola’s Six Sigma program, ISSSP has got you covered. ISSSP is excited to announce a series of free webinars for 2021. Register and reserve your seat today!
View Upcoming Webinars
Get exclusive access to our ever-growing list of resources, including presentations, webinars, white papers, and much more.
JOIN ISSSP NOW!

An official website of the United States government
Here’s how you know
Official websites use .gov A .gov website belongs to an official government organization in the United States.
Secure .gov websites use HTTPS A lock ( Lock A locked padlock ) or https:// means you’ve safely connected to the .gov website. Share sensitive information only on official, secure websites.
https://www.nist.gov/mep/successstories/2024/significant-benefits-through-lean-six-sigma-training
Manufacturing Extension Partnership (MEP)
Significant benefits through lean six sigma training, with the help of: kansas manufacturing solutions.
Established in 1951 by Abe, Morris, and Herb Brenner, Amarr is one of the world’s leading brands in design, manufacture, and distribution of sectional garage doors for both residential and commercial markets. With all products proudly made in the USA, Amarr has a legacy of innovation, quality design, and sustainability. Amarr operates over 60 Door Centers in the US, Canada, and Mexico. Amarr has three manufacturing plants. There are two manufacturing facilities in Lawrence and Shawnee, Kansas, and a third in Mocksville, North Carolina. Amarr garage doors also are sold by America’s leading retailers, including Costco Warehouses, and, under private label, at Sears.
The Challenge
Amarr was grappling with significant operational challenges that impacted its overall performance and efficiency, including pervasive inefficiencies and disorganization, which obstructed smooth operations, and a lack of data-driven decision-making, leaving strategic choices uninformed. Also, the company suffered from extensive machine downtime and unaddressed quality issues. The company was experiencing high employee turnover and retention with a staggering rate of rehiring—200 employees for only 60 positions within a year—highlighting employee satisfaction and workforce stability issues.
Kansas Manufacturing Solutions helped us with continuous improvement training, and it turned things around here. Their expertise helped our team sharpen their skills and think differently about our processes, boosting productivity across the board. We're seeing less waste and more efficiency, and our folks are more motivated than ever. It's been a huge boost for our growth. — Mike Bernholtz , Plant Manager
MEP's Role
Kansas Manufacturing Solutions, part of the MEP National Network™, embarked on a strategic initiative to enhance operational excellence by offering a series of Lean Six Sigma training sessions. A significant number of employees engaged in a Lean Six Sigma introductory class, which was conducted across four separate dates. Each one-day session lasted between 6 and 7 hours, providing a solid foundation in Lean Six Sigma principles.
Several employees took part in more advanced training programs. The Green Belt Course, spanning three full-day sessions over three weeks, included comprehensive training and homework. Similarly, the Black Belt Training was conducted over three weeks, with classes held one day per week for 6-7 hours. To achieve either Green or Black Belt certification, participants were required to successfully complete a Lean Six Sigma project. This included thorough documentation and presentation, along with passing a proctored general knowledge test, ensuring a deep understanding and practical application of Lean Six Sigma methodologies.
- Six-sigma application in tire-...
- More details
Six-sigma application in tire-manufacturing company: A case study
| Year of publication: | |
|---|---|
| Authors: | ; ; ; |
| Published in: | . - Heidelberg : Springer, ISSN 2251-712X. - Vol. 14.2018, 3, p. 511-520 |
| Publisher: | Heidelberg : Springer |
| Subject: | | | | |
| Type of publication: | Article |
|---|---|
| Type of publication (narrower categories): | Article |
| Language: | English |
| Other identifiers: | |
| Source: |
- EndNote - Citavi, Endnote, RefWorks, ...
- Zotero, Mendeley, RefWorks, ...
Six-sigma application in tire-manufacturing company : a case study
Gupta, Vikash, (2018)
An application of quality cost analysis as a tool for quality management
Chansiri Singhtaun, (2017)
Enhanced rolled throughput yield : a new six sigma-based performance measure
Saghaei, Abbas, (2012)
Optimisation of labour productivity using work measurement techniques
Jain, Rahul, (2016)
Investigating ergonomic issues among workers in hand block textile printing industries
Meena, M. L., (2014)
COMMENTS
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service ...
ORIGINAL RESEARCH Six-sigma application in tire-manufacturing company: a case study Vikash Gupta1 • Rahul Jain1 • M. L. Meena1 • G. S. Dangayach1 Received: 16 February 2017/Accepted: 13 September 2017/Published online: 20 September 2017
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define ...
The six-sigma define-measure-analyze-improve-control (DMAIC) method was used for decreasing the process variations of bead splice causing wastage of material in India. Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve ...
— Six sigma is a project-driven management approach that is relevant to all the fields starting from manufacturing to service industries. The main goals of six sigma are improving efficiency, profitability, and process capability.
J Ind Eng Int DOI 10.1007/s40092-017-0234-6 ORIGINAL RESEARCH Six-sigma application in tire-manufacturing company: a case study 1 1 1 1 Vikash
Journal of Industrial Engineering International (Sep 2017) . Six-sigma application in tire-manufacturing company: a case study
(2018) Gupta et al. Journal of Industrial Engineering International. Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) ...
You may have access to different export options including Google Drive and Microsoft OneDrive and citation management tools like RefWorks and EasyBib.
<p>Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as ...
Gale Academic OneFile includes Six-sigma application in tire-manufacturing company: a by Vikash Gupta, Rahul Jain, M. L. Meena, . Click to explore.
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful.
A recent study of implementation of Six Sigma at Continental Mabor, a tire manufacturing company located in Famalicao, Portugal, provides a step-by-step look at how to apply Six Sigma's DMAIC methodology successfully and how it can impact business performance.
Six-sigma application in tire-manufacturing company: a case study . Abstract Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies.
Six Sigma is a quality improvement strategy implemented in the construction industry to help develop perfect processes, products, and services.
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful. This method helps to trim down the wastes and generating the potential ways of improvement in the process as well as service ...
Tires are made through a production process. Lean and Six Sigma have been used in the tire industry to improve manufacturing processes. We'll look at four case studies of their use: two from India and one each from Portugal and Spain. Then we'll finish with two videos of how tires are made: one an animation […]
Kansas Manufacturing Solutions helped us with continuous improvement training, and it turned things around here. Their expertise helped our team sharpen their skills and think differently about our processes, boosting productivity across the board. We're seeing less waste and more efficiency, and ou
Globalization, advancement of technologies, and increment in the demand of the customer change the way of doing business in the companies. To overcome these barriers, the six-sigma define-measure-analyze-improve-control (DMAIC) method is most popular and useful. This method helps to trim down the wa...